(一)KM工具系统的工作原理
KM快换工具系统分为手动、半自动及全自动工具系统。它主要由夹紧单元和切削单元组成。夹紧单元安装在机床上,其作用是作为可互换切削单元的插座,夹紧单元的夹紧方式可分为手动、半自动和全自动夹紧;切削单元可实现快速互换,换刀时,操作者只需简单地松开夹紧系统,更换新的切削单元,锁紧后即可进行加工。切削单元是一种可用于铣削、车削及其他旋转加工的紧凑的中心线性系统,该系统具有内冷结构、紧指状槽及锥面接触刀柄,可在固定或旋转的设备上手动或半自动启动。
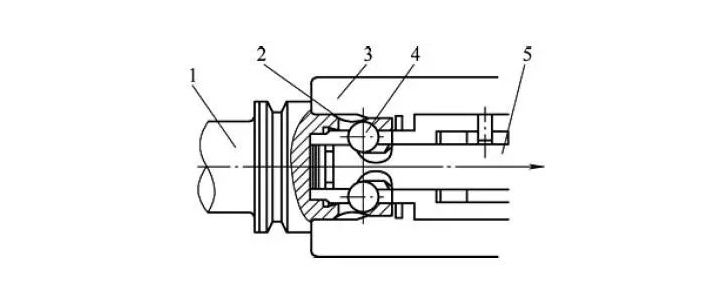
KM刀柄结构
1—KM刀柄 2—刀柄上锁紧孔 3—主轴 4—索氏体硬化钢球 5—拉杆
(二)KM工具系统的特点
KM工具系统采用了1:10的空心短锥配合和双面定位方式,具有高刚度、高精度、快速装夹和维护简单等优点。试验证实KM刀柄的动刚度比HSK系统更高,KM刀柄夹紧时钢球沿拉杆凹槽的斜面被推出,卡在刀柄上的锁紧孔斜面上,将刀柄向主轴孔拉紧,刀柄产生弹性变形使刀柄端面与主轴端面贴紧,所以,需要非常大的夹紧力才能正常工作。
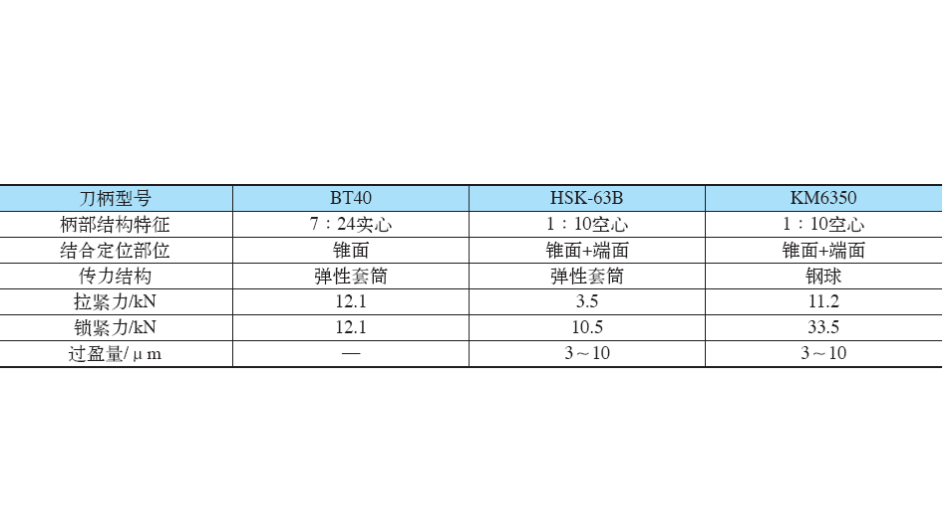
研究表明:与BT刀柄相比,HSK刀柄与KM刀柄具有更加优越的静刚度和动刚度,其中由于KM刀柄的拉紧力与锁紧力明显大于HSK刀柄,所以KM刀柄的性能最优。它们的结构及性能比较如下表所示。
KM系统本身支持带刀具中心内部冷却的刀具,只要刀具和机床都具有中心内冷却通道,KM系统就能使切削液顺利到达刀具切削区域,从而为充分发挥刀具性能提供了进一步的保障。
(三)KM工具系统的选用
标准的KM刀柄有KM32、KM40、KM50、KM63、KM80和KM100六种型号。
另外,KM工具系统本身支持带中心内部冷却的刀具,只要刀具和机床都具有中心内冷却通道,KM工具系统就提供使切削液顺利到达刀具切削区域的可能,从而为充分发挥刀具性能提供了进一步的保障。但是由于专利保护,KM工具系统仅在美国和日本的某些型号的机床上得到推广应用,国内使用的还不多。

肯纳金属KM铣削编号规则如下图所示。

■文章来源于网络,侵删
还木有评论哦,快来抢沙发吧~